


קו טחנת צינורות ERW באיכות גבוהה



תיאור הפקה
φ219×6.0 קו ייצור צינור מרותך בתדר ישר בתדר גבוה משמש בעיקר לייצור צינורות פלדה מרותכים חשמליים עם φ60~φ219 מ"מ ועובי דופן של 2.0~6.0 מ"מ, ויכול גם לייצר צינורות מרובעים ומלבניים וצינורות בעלי צורה מיוחדת שלא חורגים מטווח הצינורות העגולים.ניתן לייצר צינורות API 5L מאוחר יותרעל ידי הוספת ציוד הכרחי.קו הייצור מתוכנן ומיוצר על בסיס עיכול וספיגה של ציוד דומה בבית ובחו"ל, בשילוב עם התנאים הלאומיים של ארצי, חידוש באומץ והקשבה רבה לדעות המשתמשים.הציוד חסכוני, אמין ויציב.
טווח ייצור
| פרמטרים | צינור עגול | צינור מרובע | צינור מלבן |
| גודל צינור | 88-219 מ"מ | 90×90 – 170×170 מ"מ | 40×60-200×100 מ"מ |
| עוֹבִי | 2.0-6.0 מ"מ | ≤5.0 מ"מ | ≤5.0 מ"מ |
| חוֹמֶר | גלגול חם וקר, פלדה מגולוונת, פלדה שחורה פלדת פחמן נמוכה, פלדה מסגסוגת נמוכה | ||
| מְהִירוּת | 10 מ'/דקה~45M/דקה | ||
| אורך | 6-12 מ' | ||
| מקסימוםמשקל סליל | 15 טון | ||
פרמטר בסיסי
| פלדת פחמן נמוכה ופלדת סגסוגת נמוכה | σB≤520mpa σS≤345mpa | |
| סליל פלדה | קוטר פנימי | φ650-φ710 מ"מ (שייקבע) |
| היקף חיצוני | φ1100-φ2000 מ"מ | |
| משקל רול | ≤15 טון | |
| רוחב רצועה | 190-690 מ"מ | |
| קיבולת מותקנת חשמלית | בערך 1200KVA | |
| קיבולת אוויר דחוס | 2 מ"ק לדקה 4-7 ק"ג/סמ"ר | |
| קיבולת נוזל קירור | 50 טון לשעה | |
הערה: התקנת ציוד קו ייצור מחייבת שגובה בית המלאכה (המרחק מראש מסלול העגורן לקרקע) יהיה גדול מ-6 מטר, המרווח הוא 18 מטר, והאורך הוא 110 מטר.מומלץ להשתמש במנוף 15T ו-5T אחד.
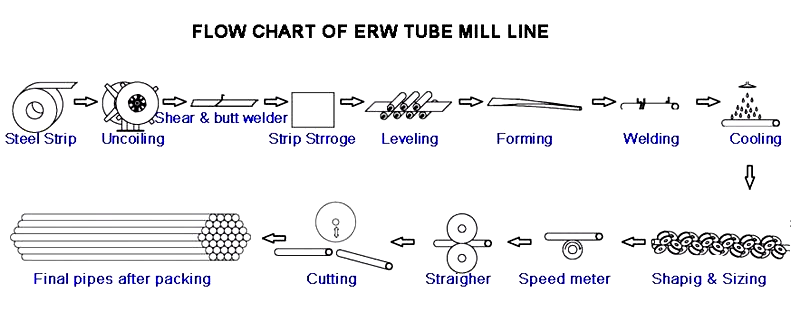
תהליך ייצור
שחרור ← ראש ישר, פילוס צביטה ← ריתוך קת גזירה ← לופר ← גיבוש, ריתוך בתדירות גבוהה, שחרור, חידוש אבץ מקוון, קירור, גודל, יישור גס ← גודל מסור מעופף ← בדיקה ואיסוף ← אריזה ← שקילה ← סימון ← אחסון
צִיוּדהרכב ופרמטרים עיקריים של כל מכונה
| נוֹהָג | הוא משמש כדי לקבל את סליל הרצועה, להעביר אותו למפזר ולהרים את סליל הרצועה למרכז ראש הסליל | ||
| מִבְנֶה | הוא מורכב מתלה חומר, מנגנון נסיעה, גליל שמן, מעקה מנחה וכו '. | ||
| קיבולת | ≤15T | המתן | הידראולי |
| מצב תנועה | מנוע עם כונן מפחית cycloid | ||
| נוֹהָג | בשימוש בשילוב עם ה-uncoiler, ראש רצועת הפלדה נמשך מה-uncoiler ונשלח למכונת פילוס הצביטה לצורך פילוס | ||
| מִבְנֶה | מכשיר גלגלת לחץ, מכשיר ראש חפירה, מכשיר ראש ישר | ||
| רוֹחַב | 190-690 מ"מ | קוֹטֶר | φ1100-φ2000 מ"מ |
מצבר אופקי
| נוֹהָג | הוא משמש לאחסון רצועות פלדה, להאכיל ברציפות את מכונת ריתוך הצינורות ולהבטיח ייצור רציף של מכונת ריתוך הצינורות. | ||||||
| רוֹחַב | 190-690 מ"מ | עוֹבִי | 2.0-6.0 מ"מ | ||||
| מִיוּן | לופר אופקי
| על ידי מכשיר הזנת קליפ, מכלול גוף הלופר, מכשיר פריקה והתקן בקרה חשמלי | |||||
| מָנוֹעַ | 5.5KWx15 | מהירות האכלה | Vmax=120 מ' לדקה | ||||
| קוֹטֶר | 7.0 מ' | קיבולת | 28T | ||||
פרמטר עיקרי
| מנוע ומערכת הנעה ראשית | המנוע מאמץ מנוע DC, כוח דגם200 קילוואט, 1000 סל"ד, שני סטים של מפחית ראשי |
| מפחית | תיבת ההילוכים מונעת על ידי גלגלי שיניים ספירליים, החומר של ציוד משופע הוא 20CrMnTi, מקורור ומרווה, והמודלוס הוא 14. גוף התיבה מאמץ מבנה תיבה משנה, הנוח לתחזוקה. |
| מעמד גליל אופקי (שינוי גליל צד החוצה) | 1. קוטר פיר רולר אופקי φ130 מ"מ, חומר 42CrMo, מרווה בתדר גבוה 2. קוטר תחתון של גליל: 220 מ"מ 3. ישנה כרית בטיחות מתחת לפיר הגליל האופקי, שיש לה את הפונקציה של ביטוח בטיחות עומס יתר, שיכול להגן על התמסורת ותיבת ההילוכים של המפחית |
| מעמד רולר אנכי | קוטר גל רולר אנכי φ80 מ"מ, חומר 40Cr, מרווה בתדר גבוה |
| סוחט גליל | אקסטרוזיה של חמישה גלילים |
| גירוד ריתוך | הרמה מהירה ידנית, ניתן לכוונן קדימה ואחורה ולמעלה ולמטה, קל להתאמה |
| פיר ההנעה ועיצובו | גל ההנעה של שטייר |
| מהירות ייצור | 15-40 מ' לדקה. |
|
סידור מקטע גיבוש:
| הזנה אנכית של חמישה גלילים למניעת קפיצות: V HVHVHVHVVV HVHVH |
| סידור קטע ריתוך | מדריך, אקסטרוזיה של חמישה גלילים, מגרד, ליטוש, קירור |
| סידור חלקי גודל:
| VHVHVHVHVHVH 2 סטים של גלילי טכומטר עם ראשים טורקיים |





